Spuitgieten, TSG, lakken en assembleren van uw kunststof behuizingen en technische componenten
 Design guide for injection moulded and SFM parts
Design guide for injection moulded and SFM parts
This document describes the standard guidelines for developing parts suitable for plastic injection and structural foam moulding (SFM). Purpose of this document is to support engineers in construction parts with focus on:
- optimal visual appearance of the part;
- optimal dimensional stability and processing conditions;
- optimal mould quality and durability.
Dimensions
- Design the parts nominal (in the middle of the tolerance field).
- Tolerances used by Pekago are conform:
- DIN 16742 – TG5 (Standard Injection Moulding) and
- DIN 16742 – TG7 (Structure Foam Moulding).
- Finishing minimal +/-0.4 mm.
- Depending on design, complexity and material. Crystalline materials tend to shrink and warp more, increasing the tolerance field.
- With “steel off”, details where accurate fitting is required can be optimized. Define “steel off” before mould construction and design it too “small”. Note: adding plastic means removing steel in the mould.
- With “steel off”, one iteration can be made in the mould (after checking the FOT products). “Steel off” positions must be defined on the 2D drawings.
Texture
The table below shows draft angles required when using spark eroding texture according to VDI 3400. Other angles may apply with other textures.
Draft angles needed for EDM (spark eroding) texture according to VDI 3400:
| ||||||||
Material | 0.5° | 1.0° | 1.5° | 2.0° | 2.5° | 3.0° | 4.0° | 5.0° |
HDPE, PP | VDI 21 | VDI 24 | VDI 27 | VDI 30 | VDI 33 | VDI 36 | VDI 39 | VDI 42 |
ABS, PC, PMMA, PS | N/A | VDI 21 | VDI 24 | VDI 27 | VDI 30 | VDI 33 | VDI 36 | VDI 39 |
PA, POM | VDI 24 | VDI 27 | VDI 30 | VDI 33 | VDI 36 | VDI 39 | VDI 42 | N/A |
Textured or polished faces must be defined on 2D drawings by line markings such as _.__.__._ or by using colours.


 Image of an injection moulded part, indicating different textures
Image of an injection moulded part, indicating different textures
- Brown = Product faces with an EDM or etched texture.
- Green = Technical smooth product faces.
- Grey = Polished product faces.
Draft
Cavity | Front side | Edges and sides | 2 - 3° |
Front side | Holes and pockets | 5° | |
Core | Rear side |
| 0.5 - 2° |
Sliders |
| 5° | |
Pinch faces parting lines | Depending on texture requirements and part design | 7° | |
Recommended on aluminium mould | 10° | ||
Radii |
| R0.3 or better | |
Above figures depend on design and material. Please ask for consultation if needed.
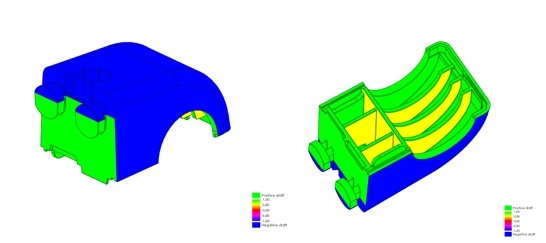
Image of a draft analysis
Burr / parting faces
- Parting faces in the mould must be constructed solid and durable (minimal 2 mm width and 5 - 10° draft).
- On small cores or parting faces small markings, splitlines and a slight degree of burr can be expected. Approximately 0.25mm.
- A splitline which is straight or with smooth steps gives a better result than a splitline with sharp steps.
- No radii on a splitline.
Cores
Thin and sharp mould parts must be avoided. These parts are weak and cooled badly. Gloss difference and tension may appear. A minimal width of 30% of the height is a general rule for these cores. Avoid sharp corners and thin steel in the mould, especial at pinch faces.
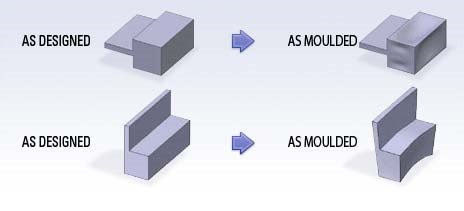
Sink marks
In general, for a plastic part: the thickness of a rib must not be more than 40% (crystalline plastic) or 60% (amorphous plastic) of the nominal wall thickness. Avoid thick wall sections:
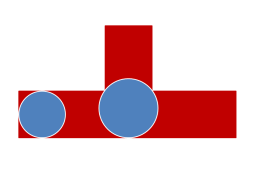
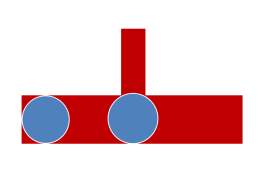
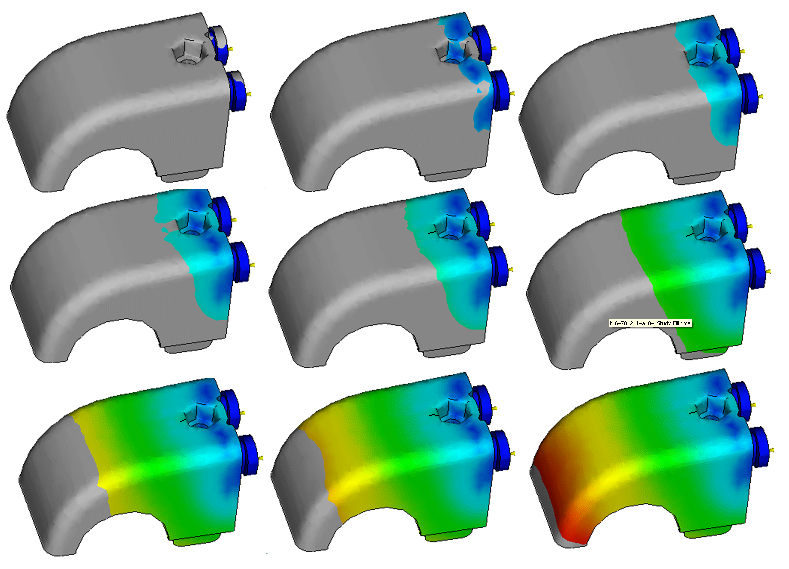
Through wall thickness analyses, Pekago can indicate where sink marks can be expected:

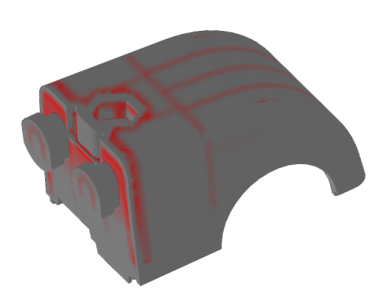
Images of a wall thickness analysis. The red lines indicate thick sections which could cause sink marks.
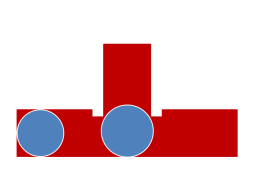
Wall thickness ratio can be improved by coring out thick sections, for example:
Original geometry |
Cored geometry | |||
Compact injection moulding: a rib of the same thickness as the main wall may cause sink marks. |
Reducing the rib thickness reduces the amount of material below the rib, causing less absolute shrinkage. |
Designing specific details can also help to reduce shrinkage when a certain rib thickness is required. | ||




 Recommended wall thickness ratios:
Recommended wall thickness ratios:
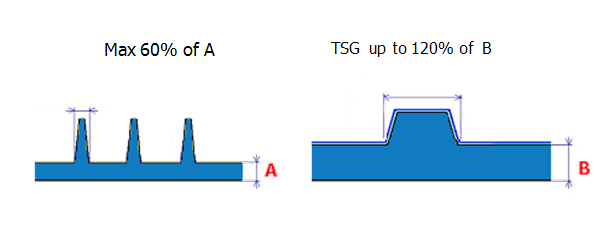
Compact injection moulding, max. 60% of A. SFM up to 120% of B.
Recommended wall thickness ratios for injection moulding:
2 mm wall, 1.2 mm rib
3 mm wall, 1.8 mm rib
4 mm wall, 2.4 mm rib
Recommended wall thickness ratios for SFM:
5 mm wall, 3 mm rib
6 mm wall, 4 mm rib
7 mm wall, 5 mm rib
8 mm wall, 8 mm rib
10 mm wall, 12 mm rib
Ejector pins / joggle pins
Pins give markings of approximate 0.15 mm in or on product.

Picture of an ejector pin mark

Picture of a sleeve-ejector mark
Filling
- Avoid thin walls in a plastic product (thinner than 0.8mm).
- Standalone features: where possible connect with the wall or construct them in such a way that they can be made with a separate mould part (e.g. a pin-bush ejector). This is necessary for proper venting and ejection of the product.
- At the start of mould construction (e.g. in China) a brief filling analysis and warpage indication of the product will be made. Optionally, more comprehensive analysis can be performed.

 Image of a warpage analysis
Image of a warpage analysis
Sprue (injection type and position)
- For each product Pekago can point out the injection position.
- Depending on the injection type, each injection point gives a mark on the product of approximately 0.4 mm.
- Injector types:
Hotrunner / Film / Submarine / Submarine gate on ribs / Cold direct sprue or cold cone
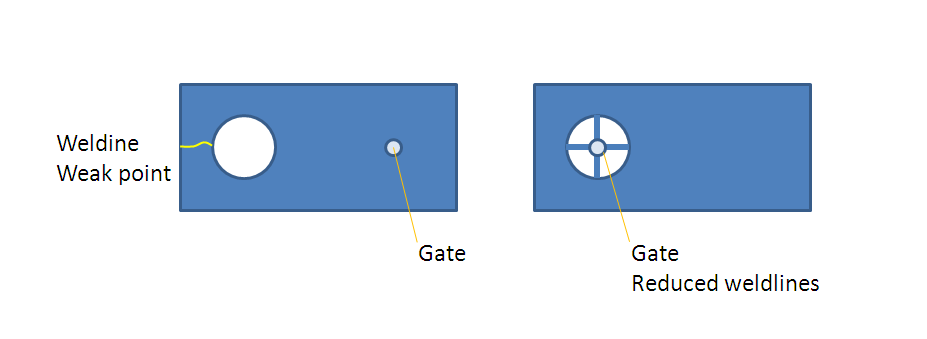
Weldlines
 Weldlines appear around holes and gaps. They follow the filling direction, starting from the injection position.
Weldlines appear around holes and gaps. They follow the filling direction, starting from the injection position.
 Warpage
Warpage
Depending on material tensions, wall thickness variations, fibre orientation, injection location and process cooling, parts may deform after production. This can be simulated by moldflow and warpage analysis.
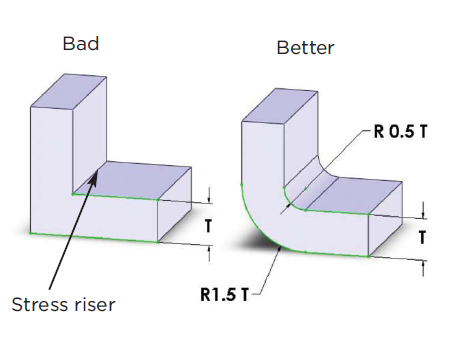
 Fillets
Fillets
In order to make the part stronger, avoid stress cracking, make the mould easier to produce (milling) and ease the plastic filling, please round the sharp inside and outside corners, wall thickness transitions and ribs:
Information required on 2D drawings
- Dimensions which need to be checked on (FAI) measure report
- Tolerances - steel off
- Texture or polish positions
- Paint or coating positions
- Injection positions
- Position date clocks, article number, material indication (e.g. >ABS<) and other texts
